الکترود آما 1803J
الکترود بهلر FOX A7
الکترود ایساب OK 67.43
الکترود کیسول KST-307-15
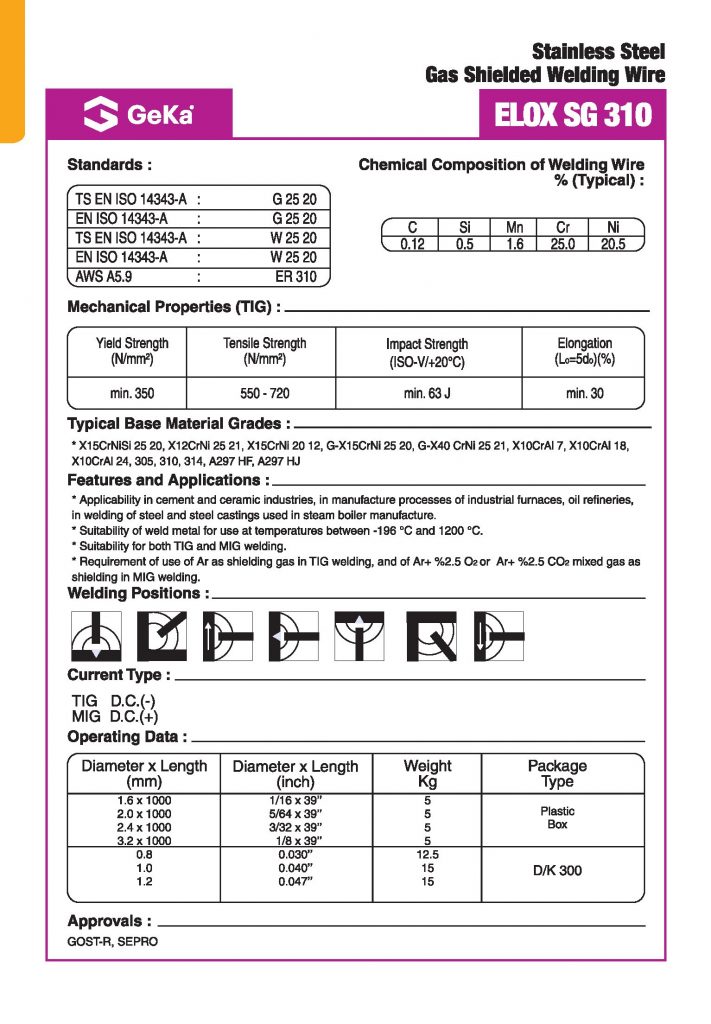
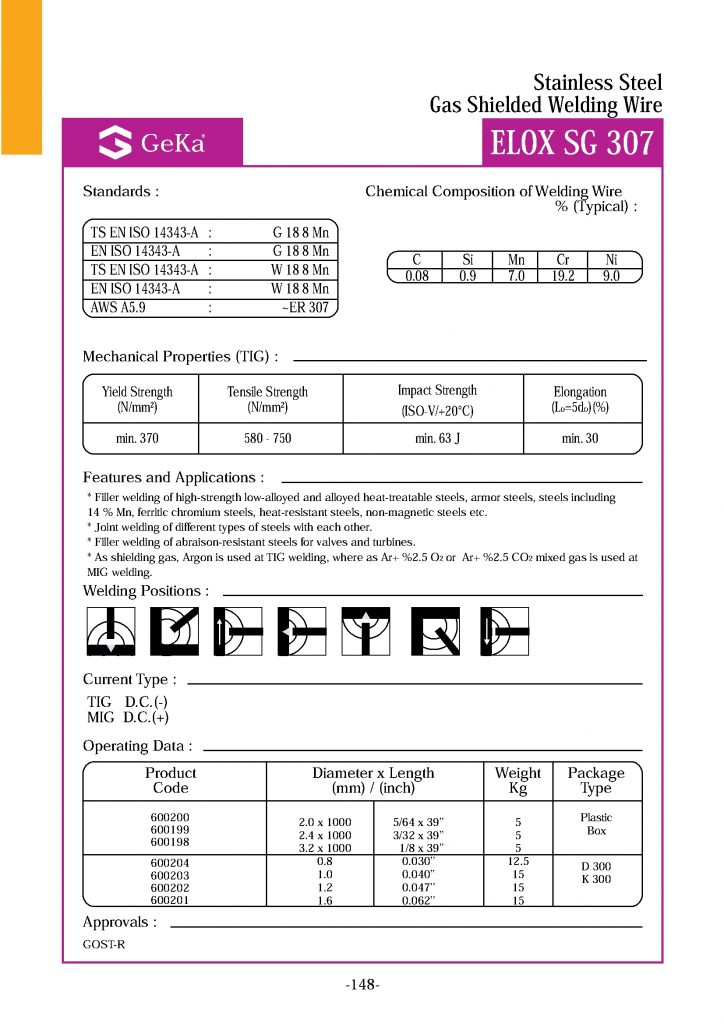
الکترود جیکا ELOX R 307
AWS/ASME SFA – 5.1 :E 307–15
DIN8556 : E 19 9 R 26
EN 1600 : E 18 8 Mn B 42
خواص و کاربرد:
الکترود قلیایی که برای جوشکاری فولادهای غیر همجنس و روکشکاری استفاده میشود. فلز جوش شامل فولاد اوستنیتی کروم، نیکل و منگنز با مقدار کمی فریت دلتا میباشد که تا دمای 850 درجه سانتیگراد پوسته نمیزند. به علت مقاومت بالای فلز جوش در مقابل ترک خوردن، برای جوشکاری فولادهای بدجوش، یا به عنوان لایه تنشگیر روی فلزات پایه حساس به ترک و یا مواردی که روکشی سخت انجام میشود مورد استفاده قرار میگیرد. بالاترین دمای کاری حدود 300 درجه سانتیگراد میباشد که برای دماهای بالاتر بایستی الکترود 1604G AMA استفاده شود. فلز جوش این الکترود قابل کار سخت شدن میباشد.
ترکیبات شیمیایی فلز جوش خالص(درصد):
خواص مکانیکی فلز جوش خالص:ا
مقاومت به ضربه (J) ISO – V | ازدیاد طول A5 (%) | استحکام تسلیم %0.2 ( N/mm 2 ) | استحکام کششی ( N/mm 2 ) |
-60 ° C | +20 ° C |
60 | 100 | 35 | 400 | 650 |
قطر، نوع و مقدار جریان:
 OCV>70V
OCV>70V
جریان مستقیم قطب معکوس |
قطر الکترود (میلیمتر) | طول الکترود (میلیمتر) | جریان مورد توصیه (آمپر) |
2.5 | 250 | 60 – 80 |
3.25 | 350 | 85 – 120 |
4 | 350 | 110 – 160 |
5 | 350 | 150 – 190 |
حالات جوشکاری:
 تخت، افقی، سربالا، بالاسر،عمودی
تخت، افقی، سربالا، بالاسر،عمودی
برای اتصال فولادهای غیر همجنس (فولادهای غیرآلیاژی به فولادهای اوستنیتی) فولادهای بدجوش (نظیر فولادهای قابل عملیات حرارتی و فولادهای ابزار)، فولادهای منگنز بالا (فولادهای هادفیلد)
ملاحظات:
خشک کردن مجدد: به مدت 2 ساعت در دمای 300 درجه سانتیگراد. در مورد جوشکاری فولادهای بدون آلیاژ بیش از 0.25 درصد کربن بسته به ضخامت ورق و مقدار کربن، پیشگرم کردن بین 150 تا 300 درجه سانتیگراد توصیه میشود. در حرارتهای بیش از 300 درجه سانتیگراد، فولادهای منگنزدار سخت شده و نرمی خود را از دست میدهند و برای آنکه بتوان اتصال خوب و مطمئن در قطعات تعمیری فولادهای منگنزدار بدست آورد،
بایستی موارد زیر مورد توجه قرار گیرند:
الف – در محل اتصال با سنگزدن یک شیار تمیز ایجاد میگردد.
ب – هرگونه زایده با سنگزدن برطرف گردد.
ج – محل اتصال از هرگونه روغن، زنگزدگی و گرد و خاک کاملاً پاک شود.
د – گرده جوش بسیار نازک و جوشکاری بدون نوسان باشد.
ه- فواصل زمانی لازم جهت خنکشدن رعایت گردد.
و – از الکترودهای با قطر کم استفاده شود.
ح – به هیچوجه قطعه مورد جوشکاری را نباید پیشگرم کرد.از الکترودهای با قطر کم استفاده شود نوع روپوش قلیایی